Prodotti per laminazione
Laminazione anelli
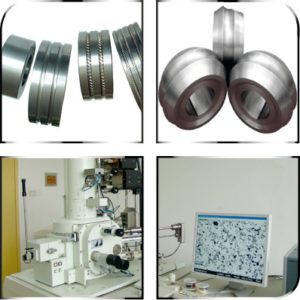
Una gamma completa di anelli per la laminazione:
- anelli in Carburo di Tungsteno Cementato per laminazione
- anelli con legante cobalto puro
- anelli con legante Co+Ni+Cr
- anelli a Tavola Piana
- anelli scanalati
- anelli con nervature
- anelli tridimensionali per laminazione nervato
- anelli per laminazione tubo senza saldatura
- trascinatori
- mark up di loghi
- laminazione di Prodotti Lunghi
Rulli compositi per laminazione:
- rulli compositi a fissaggio idraulico
- rulli compositi a fissaggio meccanico
- rullini guida in carburo di titanio
supporto tecnico
E’ a Vs. disposizione il nostro dipartimento tecnico per la migliore scelta del legante per i Vs. anelli di laminazione. Per quanto riguarda i rulli compositi, offriamo assistenza in loco ed eventuale training sul metodo di bloccaggio.
Applicazioni della laminazione
I ns. prodotti vengono utilizzati per la laminazione di vergella, tondo nervato in barre, tondo liscio in barre, profilati, piatti, tubi senza saldatura
e sono montati in
- Treni Calibratori
- Treni Finitori
- Treni Prefinitori
- Treni Intermedi
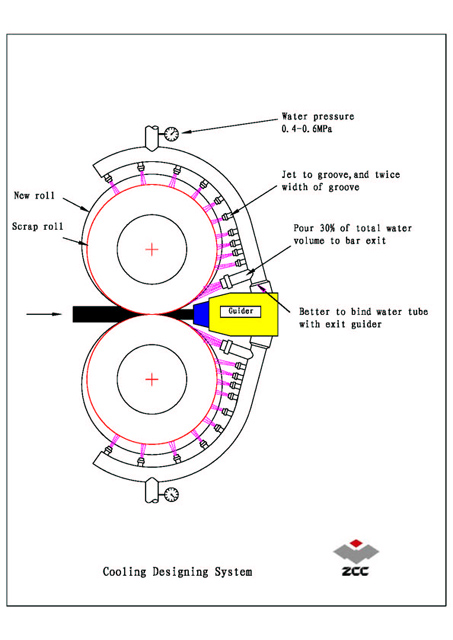
Sistema di raffreddamento per processi di laminazione
 Il raffreddamento è importante al fine di ridurre l’influenza della corrosione termica degli anelli, fatica e stress durante il processo di laminazione. Previene gli anelli da cricche e rallenta la diffusione delle stesse, aumentando la durata delle scanalature. Gioca un importante ruolo nell’ottimizzazione della prestazione degli anelli.
Il raffreddamento è importante al fine di ridurre l’influenza della corrosione termica degli anelli, fatica e stress durante il processo di laminazione. Previene gli anelli da cricche e rallenta la diffusione delle stesse, aumentando la durata delle scanalature. Gioca un importante ruolo nell’ottimizzazione della prestazione degli anelli.
I dati di riferimento per il raffreddamento del processo di laminazione sono i seguenti.
E’ auspicabile che la temperatura dell’acqua di raffreddamento sia di poco inferiore ai 30-35°C o, più precisamente non superi la temperatura ambientale di 6°C.
La pressione dell’acqua di raffreddamento dovrebbe essere di 4-6 bar con un volume dell’acqua di 350-400 l/min per le ultime due gabbie, e di 250-350 l/min per le altre gabbie.
L’acqua deve essere proiettata in direzione radiale; l’angolo tra il getto dell’acqua e la direzione di rotazione degli anelli deve essere di 15-30 gradi.
L’ampiezza della colonna d’acqua dovrebbe essere circa il doppio di quella della scanalatura e dovrebbe essere indirizzata direttamente nella stessa. L’acqua non deve disperdersi. L’ugello principale dovrebbe proiettare direttamente nella barra d’uscita circa il 30% del volume di acqua essendo a circa 20 mm. dalla superficie dell’anello.
Qualità dell’acqua:
Per la serie YGH: Media o debole alcalinità dell’acqua, 7,2= PH = 7.5.
Per le serie YGR e PA: PH = 7,5 – PH = 7,2
 Durante la laminazione le particelle solide in acqua agiscono come grani abrasivi diminuendo la durata di vita degli anelli in carburo.
Durante la laminazione le particelle solide in acqua agiscono come grani abrasivi diminuendo la durata di vita degli anelli in carburo.
Al termine del processo di laminazione la temperatura della superficie dell’anello non deve superare la temperatura ambientale di oltre 20° C.
Tonnellaggio di laminazione per ripassatura: Durante la laminazione le microfessure nelle scanalature non possono essere evitate e occorre quindi procedere alla rettifica quando raggiungono una certa profondità (circa 0,2 – 0,4).
Una eccessiva laminazione provoca profonde microfessure che possono essere pericolose e possono estendersi rapidamente.
Tipici tonnellaggi di laminazione sono i seguenti (i dati possono variare in funzione delle condizioni):
- Gabbie del treno prefinitore: 3.500 – 4.000 tons
- 1 – 2 gabbia del treno finitore: 3.000 – 4.000 tons
- 3 – 4 gabbia del treno finitore: 3.000 – 4.000 tons
- 5 – 6 gabbia del treno finitore: 2.000 – 3.000 tons
- 7 – 8 gabbia del treno finitore: 2.000 – 3.000 tons
- 9 – 10 gabbia del treno finitore: 1.000 – 1.800 tons
- Gabbie del treno calibratore: 600 – 1.200 tons
-
Anelli in Carburo di Tungsteno cementato per la laminazione di prodotti lunghi
Anelli con Legante Cobalto puro scheda tecnica Anelli con Legante Co+Ni+Cr scheda tecnica -
Rulli compositi
Rulli compositi a fissaggio idraulico scheda tecnica Rulli compositi a fissaggio meccanico scheda tecnica -
Rullini guida in carburo di titanio
Rullini Guida in Carburo di Titanio scheda tecnica